

Wat is akoestische emissie (testen)?
Het gebruik van akoestische emissie (AE) testen heeft zich de afgelopen decennia sterk ontwikkeld en is inmiddels vastgelegd in vele ISO- en ASTM-normen. Akoestische Emissie in Industriële processen wordt onder andere gebruikt bij materiaalonderzoek, voor laboratoriumtests van componenten en als niet-destructieve testmethode voor onder andere drukvaten. Het is een krachtige methode voor het screenen, inspecteren en bewaken van de objecten door het meten van het vrijkomen van elastische spanningsgolven die ontstaan wanneer er in een component of materiaal een kleine verandering in de interne structuur optreedt. Denk hierbij aan het ontstaan of voortplanten van scheuren, corrosieprocessen of turbulentie als gevolg van lekkage. De AE meettechniek kan worden overwogen voor vele soorten materialen die tijdens normaal gebruik onderhevig zijn aan een bepaalde belasting. Denk bij deze materialen bijvoorbeeld aan metaal, keramiek, steen, beton of composietmaterialen.
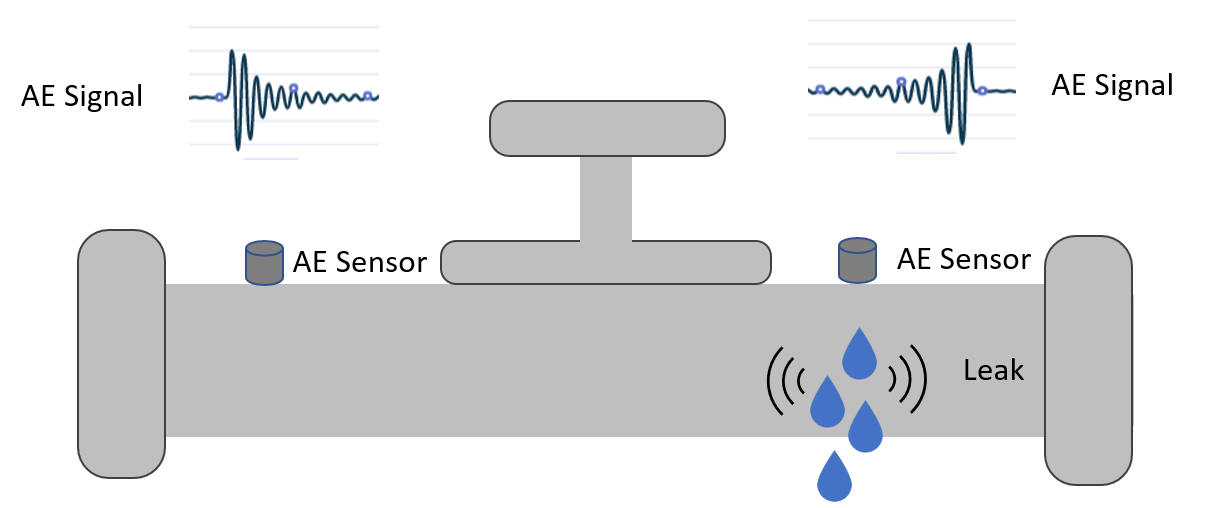
De hoogwaardige AE-sensoren zetten de ontstane oppervlaktegolven om in elektrische signalen die vervolgens kunnen worden gedigitaliseerd, geregistreerd en gebruikt voor verdere analyse om de toestand van het materiaal te beoordelen en defecten te lokaliseren.
Van onze klanten krijgen we vaak de vraag: bij toepassing van Akoestische Emissie in Industriële processen is het met veel omgevingsgeluid zoals in onze industriële installaties nog wel mogelijk om akoestische emissies te detecteren die bijvoorbeeld worden veroorzaakt door een lekkende klep?
Horst Trattnig, CTO bij Vallen Systeme GmbH, een bedrijf dat gespecialiseerd is in het ontwikkelen en produceren van AE data-acquisitiesystemen en software, legt uit:
“Onze AE-sensoren hebben de mogelijkheid om de kleinste oppervlaktegolven te vangen, om te zetten in een versterkt analoog signaal en ze realtime te digitaliseren. Het typische frequentiebereik van AE-sensoren ligt tussen 20 kHz en 1 MHz, onhoorbaar voor mensen en buiten bereik voor luchtgedragen geluidsmicrofoons”.

In industriële omgevingen is er vrijwel altijd omgevingslawaai en dit kan de AE-meting beïnvloeden of verstoren, daarom moet het worden uitgefilterd om betrouwbare resultaten te bereiken. Het eerste en belangrijkste filter in de AE-signaalketen is de AE-sensor. AE-sensoren hebben een niet-lineaire gevoeligheid over een bepaald frequentiebereik en worden afgestemd op de specifieke toepassing (bijv. kleplekkage).
Aangezien mechanische ruis en andere stoorbronnen meestal in verschillende frequentie bereiken voorkomen, moeten ze van het werkelijk te meten signaal worden gescheiden door extra digitale frequentiefilters in te stellen. Kunstmatige intelligentie kan het filter- en classificatieproces van verschillende bronmechanismen verder ondersteunen door continue ontwikkeling van meetgegevens.
Daarom zijn we blij met de partnerschap met Senseven, een bedrijf dat een gestandaardiseerde software gestuurde oplossing biedt voor inspectie op basis van de machine-learning-aanpak van AE. Die oplossing maakt het inspectieproces niet alleen sneller, eenvoudiger en kosteneffectiever, maar verhoogt ook de kwaliteit van de gegevens van de AE-metingen en biedt hierdoor de mogelijkheid van geautomatiseerde rapportage.”
Hoe onderscheidt Akoestische Emissie zich van andere methoden zoals ultrasoon meten?
Akoestische Emissie en Echografie worden vaak onder één noemer gegooid. Beide methoden behoren weliswaar tot de familie van niet-destructieve testmethoden en vertonen ook gelijkenissen op het gebied van frequentie bereiken, maar de testprocedure verschilt aanzienlijk.
Akoestische Emissie is een passieve en integrale testmethode om materiaaldefecten op te sporen in het gehele object (AE dekt 100 % van de structurele integriteit), De (actieve) ultrasone methode stuurt op één specifiek punt een puls naar het te testen materiaal en meet het gereflecteerde golfsignaal. Welke methode geschikter is, hangt af van de use-case en de omstandigheden ter plaatse (bijv. screening of single point testing, toegang tot machine(onderdelen), omgevingsgeluid, type machineonderdeel, enz.).
Het verschil in meetproces maakt wel dat AE meettechniek beter geschikt is als monitoring oplossing voor langere periode en hierdoor beter geschikt is voor Asset Management en Asset Monitoring.
De toepassing van akoestische emissie als NDT-methode is de afgelopen jaren in aantal en in toepassingen fors toegenomen en AE wordt al toegepast op verschillende industrieën zoals olie en gas, farma en chemie of de bouw.
Bent u geïnteresseerd in hoe akoestische emissie de inspectieprocedure in uw processen kan vergemakkelijken? Wij bespreken dit graag met u.